 |
Estás leyendo parte de la revista de Julio de 1955
|
Recomienda este artículo a un amigo

|
|
 |
 |
CON ESTA PLEGADORA de chapas fabricada en el taller casero
pueden hacerse fácilmente dobleces rectos y agudos en lámina
metálica hasta de 28 pulgadas de ancho. Es muy apropiada para tareas
ligeras, trabajos experimentales y construcción de modelos donde
las partes de lámina metálica deban hacerse de dimensiones
precisas. Con ella, es posible doblar hasta láminas de acero de Cal.
20. En el caso de metales o aleaciones más blandas, como latón,
cobre, aluminio y peltre, pueden elaborarse calibres más gruesos.
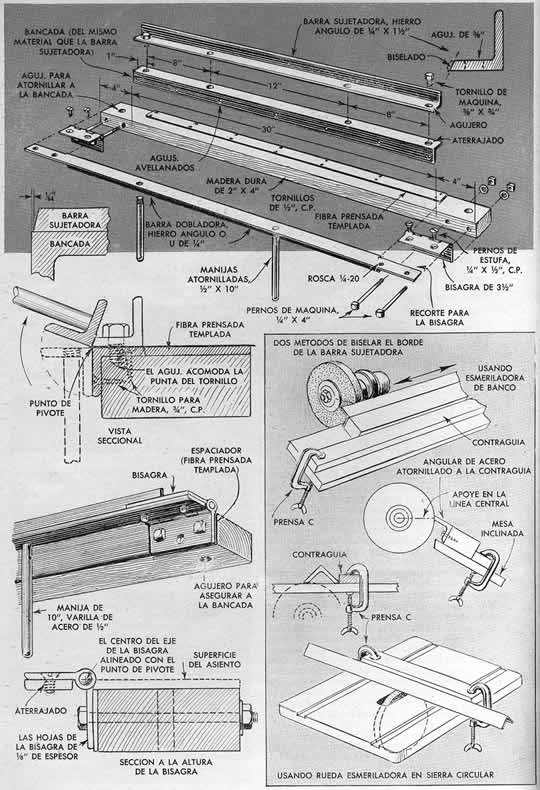
Según se ve en los detalles 'de las páginas siguientes, la
dobladora puede construirse de dos tipos diferentes. Para trabajos ocasionales,
donde la velocidad no tiene mucha importancia, la lámina que se desea
doblar se fija firmemente entre la barra sujetadora y la bancada, apretando
dos tornillos de máquina de cabeza hexagonal que se introducen en
los extremos de aquélla, como se observa en el detalle superior de
la página 138. Si se quiere disponer de mayor velocidad para sujetar
y sacar la lámina, pueden instalarse palancas de levas, según
se indica en el detalle de la esquina izquierda de la página 139.
También se muestran dos métodos para abisagrar la barra dobladora.
Las bisagras de tope ordinarias, detalle superior de la página 138,
son muy adecuadas para trabajos corrientes y ligeros; pero, si se trabaja
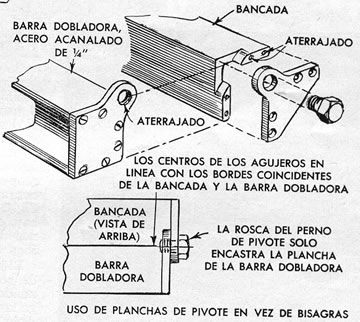
material más resistente, las planchas de pivote, que aparecen en
la página 139, son las mejores. Los ejes deben entrar ajustados,
tanto en las bisagras como en las planchas de pivote. Martille los pasadores
de las bisagras hasta que sea difícil mover sus hojas. En la fotografía
de la parte superior de esta página se observa una dobladora con
palancas de levas, en pleno funcionamiento. Ha sido .proyectada J>ara
fijarse al tablero de un banco, pero también puede montarse en un
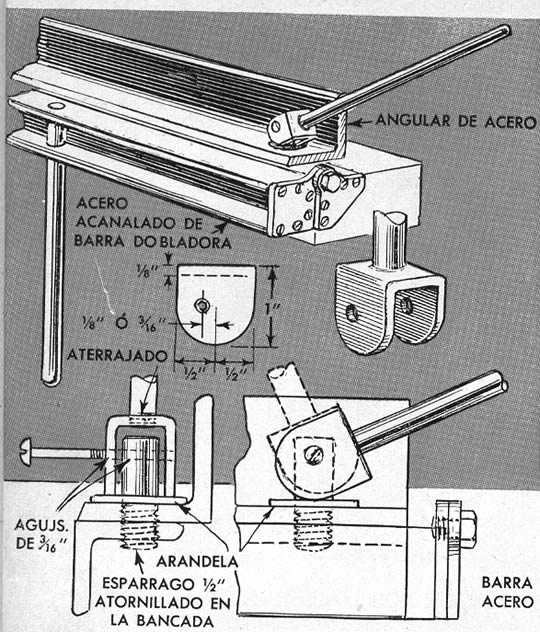
pedestal de piso, si se desea. Note en el detalle superior de la página
139, que la barra dobladora está hecha de acero acanalado; ésta
es una característica optativa, ya que se trata de una barra más
fuerte, especialmente apropiada para doblar lámina de calibres más
gruesos. |
 |
| Click en la imagen para ver más grande y claro |
 |
 |
Antes de cortar el material, decida
qué tipo de pivotes usará para la barra dobladora: si las
bisagras, o las planchas de pivote. A continuación, observe en el
detalle central izquierdo de la página siguiente una vista seccional
de las partes ya montadas. Gracias a ella, puede verse que el borde externo
del alma de la bancada de acero angular tiene un bisel de unos 10 grados;
en la misma página, a la derecha, se indican varios métodos
para esmerilar el bisel con precisión. También puede verse
en dicho detalle central que el punto de pivote de la barra dobladora debe
estar precisamente en la esquina exterior. Esto último debe tenerse
presente al ubicar las bisagras o las planchas de pivote.
Si ha de utilizar tornillos de máquina como sujetadores, marque y
taladre los agujeros en la barra sujetadora, y use luego ésta como
guía para ubicar y perforar los agujeros aterrajados en la bancada.
Proceda de la misma manera cuando vaya a emplear las palancas de levas para
mover la barra sujetadora. Haga después la barra dobladora, usando
o bien acero angular o acero acanalado. Luego, haga las muescas para las
bisagras o las planchas de pivote, según sea la elección;
córtelas en bruto con una segueta y límelas después
al ajuste de cada bisagra. Debe ponerse especial cuidado al ubicar estas
últimas, para que, cuando el conjunto se encuentre ya montado, la
barra dobladora tenga un claro uniforme a lo largo de la bancada. |
 |
Al usar una barra dobladora de acero angular
y bisagras de tope, cerciórese de que éstas permitan que aquélla
gire más de 90 grados, para alcanzar la posición indicada
en la vista seccional central de la página anterior. Taladre y aterraje
un alma de la barra, para colocar las manijas; los agujeros deben equidistar
unas 6 pulgadas del centro.
Si tiene un torno a mano, podría
rebajar las manijas de 1/2" a 3/8", a fin de hacerles roscas,
para atornillarlas en agujeros aterrajados de 3/8", cortados en la
barra. Si emplea acero acanalado para la barra dobladora, taladre un agujero
de despejo a través de un alma, para introducir la manija y atornillarla
en un agujero aterrajado en el alma opuesta. Esta forma de sujeción
aparece claramente ilustrada en el detalle del extremo superior izquierdo
de esta página. |
Al colocar las palancas de levas, observe en
los detalles de arriba, que el perno de rosca í'; que sostiene la
leva con forma de horquilla, se atornilla en un agujero aterrajado en la
bancada, y pasa a través de la barra sujetadora por un agujero de
paso. Lo importante al conformar las almas de la leva, es asegurarse de
que ambas tengan exactamente la misma longitud y contorno; de lo contrario,
la barra sujetadora se inclinará al encastrar la leva. La distancia
interna entre las levas debe ser de aproximadamente 3/4".
Con sólo cambiar la arandela que se encuentra situada bajo las levas
o hacer oscilar la manija una media vuelta hacia adentro o hacia afuera,
la excéntrica puede ajustarse con toda rapidez para sujetar firmemente
láminas metálicas de diversos espesores (calibres).
Finalmente, las manijas deben tener una longitud aproximadamente igual a
aquéllas en la barra dobladora. |
| Fuente: Revista Mecánica Popular - Volumen 17 - Julio
1955 - Número 1 |
|
|





