 |
Estás leyendo parte de la revista de Febrero de 1966
|
Recomienda este artículo a un amigo

|
|
 |
ORIGINALMENTE, las brocas para agujeros profundos se usaban solamente
en trabajos industriales especiales, tales como la perforación de
los cañones de rifles. Pero hay muchos trabajos que estas brocas
pueden realizar en su taller o en su casa. Por ejemplo, pueden perforar
a través de paredes gruesas, producir agujeros longitudinales en
columnas de madera para lámparas y formar agujeros en piezas en que
las obstrucciones evitan que la broca llegue cerca del agujero.
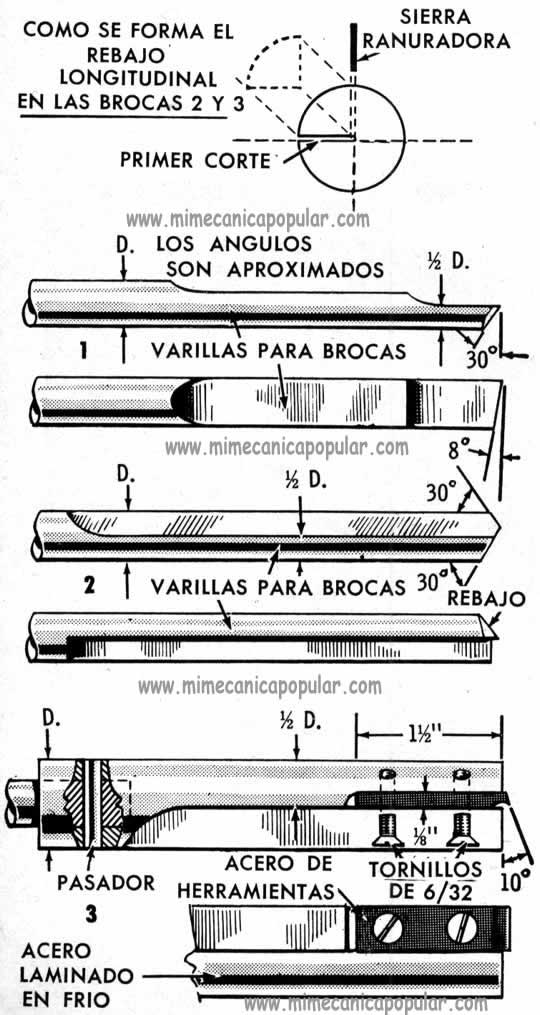
Arriba se muestran tres tipos de brocas para agujeros profundos. Los dos
primeros están hechos de varilla para brocas de acero de alto carbono.
El tercer tipo, adecuado para perforar agujeros de diámetro grande,
se puede construir de acero al carbono mediano o carbono alto; el corte
se efectúa mediante una hoja removible. En el modelo que se muestra,
esta hoja se hizo de una lima desgastada; pero hubiera podido utilizarse
también una hoja de acero de herramientas de alta velocidad o de
acero de carburo con punta de tungsteno.
La broca No.1 es la más fácil de hacer. Simplemente labre,
esmerile o lime una superficie plana que se extienda 3" (7,62 cm) o
más del extremo de una varilla para brocas; luego déle forma
al filo tal como se muestra. Después de cortar la superficie plana,
el espesor de la punta debe ser exactamente igual a la mitad del diámetro
de la varilla. Dejando un espesor ligeramente mayor para el resto de la
superficie plana, puede usted ahorrarse un poco de trabajo y también
facilitar la sujeción de la varilla en un tornillo a lo largo de
casi toda la superficie plana mientras fresa o esmerila. Al utilizar la
broca, debe usted, iniciar el agujero con una broca convencional cada vez
que esto sea posible. Al igual que con todas las brocas para agujeros profundos,
aplique aceite de corte en abundancia al perforar acero. También
es necesario quitar la broca periódicamente para eliminarle las rebabas.
Por lo general, una broca de este tipo corta con bastante lentitud al compararse
con una broca convencional. |
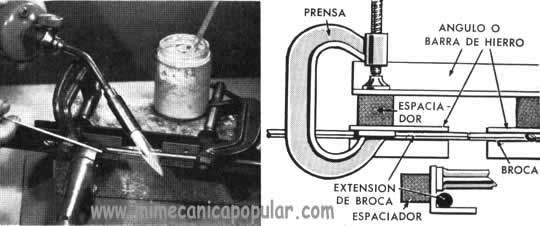 |
| UN SOPLETE DE PROPANO puede utilizarse para soldar un vástago
de extensión de varillas de brocas a una broca espiral corriente.
Para asegurar una alineación exacta, se requiere una guia |
 |
PASOS PARA HACER UNA BROCA |
 |
 |
| EL PRIMER PASO en una broca para diámetros son dos
cortes a ángulo recto en la cabeza |
DESPUES de cortar el segmento de 90 grados se libera con
una cuchilla o una fresa escariadora |
 |
 |
| LA HOJA SE FIJA con dos tornillos de cabeza plana. El filo
se lleva algo más allá de la broca |
LA CABEZA de la broca se puede quitar y usarse en el torno
como una perforadora |
| La broca No.2 tiene una ranura con forma de V que se extiende
desde la punta, a fin de proporcionar un espacio para las rebabas. En las
brocas comerciales de este tipo, la ranura se extiende a todo lo largo y
hay un agujero en posición paralela con aquélla por la cual
se hace fluir el aceite de corte hasta la punta. Pero, para el taller casero,
se omite el agujero y la ranura puede limitarse a unos cuantos centímetros
con la inconveniencia menor de tener que quitar la broca de vez en cuando
para eliminar las virutas y aplicar fluido de corte, tal como aceite de
corte con azufre. |
CON UNA MAQUINA fresadora resulta fácil labrar la
superficie en el extremo de una broca |
 |
La broca tiene dos filos que forman un ángulo de aproximadamente
120 grados. Para darle forma a la punta, esmerile un relieve adecuado detrás
de los filos para permitir que éstos corten bien el trabajo. La ranura
es una V de ángulo recto que se forma por esmeriladura o fresadura;
sus dos lados se cruzan a lo largo de la línea central de la broca.
La broca no requiere un agujero de guía para perforar madera, aunque
sí lo requiere para perforar metal.
La broca No.3 tiene una ranura V de ángulo recto que se extiende
desde el extremo. El modelo que se muestra tiene una cabeza que mide 1"
(2,54 cm) de diámetro y 5" (12,7 cm) de largo, adaptada a un
vástago de l/2"'(1,27 cm) de diámetro. Un método
exacto para proporcionarle el ancho final adecuado a la hoja consiste en
montarla antes de endurecerla, fijar su cabeza en el mandril de un torno
y utilizarse para perforar agujeros directamente en madera, tabla de fibra
y plástico. Para metal se recomienda perforar un agujero de guía.
Los filos de las brocas y la hoja removible del modelo de diámetro
grande se deben endurecer y templar de acuerdo con el tipo de acero que
se utiliza. Esto usualmente consiste en calentar el metal al rojo vivo,
enfriarlo en agua, calentarlo de nuevo y volverlo a enfriar.
Si no hay equipo para fresar en su taller, hay otra manera de hacer una
broca para agujeros profundos. Este método alterno consiste simplemente
en soldar un vástago de extensión a una broca espiral convencional.
Se utiliza una guía especial para alinear la broca y la extensión
de manera exacta mientras se sueldan las dos piezas entre sí. La
guía se arma con tres trozos de ángulo de hierro, dos bloques
espaciadores (para este propósito resulta ideal emplear tuercas grandes),
dos prensas C y dos prensas de acción de resorte. Las prensas C sujetan
el ángulo de hierro y los espaciadores entre sí; las abrazaderas
de resorte mantienen la broca y la extensión en posición.
Note que se deja un espacio de 2" (5,08 cm) entre las dos secciones
cortas de ángulo de hierro para la llama del soplete y que el extremo
de la extensión de varilla para brocas se debe biselar de igual manera
que el extremo de la broca espiral para asegurar una buena soldadura. |
| Fuente: Revista Mecánica Popular - Volumen 38 - Febrero
1966 - Número 2 |
|
|




